




Cart (0 Items)
Your cart is currently empty.
View ProductsIt looks like you are visiting from outside the EU. Switch to the US version to see local pricing in USD and local shipping.
Switch to US ($)
ProteoGenix delivers recombinant protein expression services across 5 systems, from µg to gram-scale, with full QC included.
Contact us Talk to our experts
Custom projects starting from 256€
E. coli • B. subtilis • Yeast • Baculovirus • Mammalian
From µg to g with screening flasks and bioreactors.
Enzymes • Antibodies • Cytokines • GPCRs • Membrane proteins • VLPs • Growth factors
Choosing the right protein expression system is critical for yield, folding, solubility, activity and post-translational modifications.
⏱ Timeline: 3-5 weeks
The gold standard for diagnostic and research-grade antibodies.
• Two main cell lines: CHO: XtenCHO™ (proprietary, primary), ATACHO and HEK: HEK293T, HEK293F
• Best for: therapeutic proteins, antibodies, cytokines, GPCRs, multi-domain constructs, any target requiring bioactivity
⏱ Timeline: 2-3 weeks
E. coli is the go-to system for fast, high-yield expression of simple proteins, especially for structural biology.
• Strains: BL21 (DE3), TE7, Rosetta (DE3)
• Best for: enzymes, structural proteins, growth factors, protein domains — research & industrial use
⏱ Timeline: 6-9 weeks
The baculovirus expression system delivers high yields for large or complex proteins that require eukaryotic processing, including glycosylation and disulfide bond formation.
• Strains: available on request
• Best for: large multi-domain proteins, virus-like particles (VLPs), protein complexes, structural biology targets
⏱ Timeline: 5-7 weeks
Yeast balances high expression with eukaryotic PTMs, suitable from small- to large-scale production.
• Two platforms: Pichia pastoris, Saccharomyces cerevisiae
• Best for: secreted proteins, proteins needing eukaryotic folding but not mammalian glycosylation; industrial & agro applications
⏱ Timeline: 2-3 weeks
Bacillus subtilis secretes proteins directly into the culture medium, simplifying downstream purification. It offers low endotoxin levels and is well-suited for proteins where secretion is critical to activity.
• Strains: available on request
• Best for: secreted proteins, industrial enzymes, GRAS-status applications, inclusion-body-free prokaryotic expression
Expert review
ProteoGenix scientists can review your target and constraints, then recommend the most suitable expression strategy.
Compare mammalian cells, E. coli, Bacillus subtilis, baculovirus/insect cells and yeast to select the most suitable recombinant protein expression system for your target protein.
Protein expression systems differ in protein quality, production speed, scalability, post-translational modifications and project budget. Mammalian cells are generally preferred for antibodies and therapeutic proteins, while E. coli provides the fastest and most economical solution for simpler recombinant proteins.
| Mammalian Cells | E. Coli | B. Subtilis | Baculovirus/Insect Cells | Yeast | |
|---|---|---|---|---|---|
| Ideal for | Antibodies, cytokines, receptors, therapeutic proteins, in vivo studies | Structural biology, simple antigens, enzymes | Secreted proteins | Large complex proteins, VLPs, multi-subunit complexes | Scalable production with PTMs at moderate cost |
| Time | 3-5 weeks | 2-3 weeks | 2-3 weeks | 6-9 weeks | 5-7 weeks |
| Post-Translational Modifications possibilities | High | Low | Low | Intermediate | Intermediate |
| Disulfide bond formation | +++ | ∅ | ∅ | ++ | + |
| Multi-domain and complex proteins expression capacity | +++ | ∅ | ∅ | ++ | ++ |
| Endotoxin Levels | Low | High | Low | Low | Low |
| Complexity for scale-up | Intermediate | Simple | Simple | Complex | Intermediate |
| Secretion level of the protein of interest | High | Low | Intermediate | Intermediate | Intermediate |
With more than 11,000 recombinant proteins successfully produced, our scientists have experience expressing virtually every major protein family, from simple enzymes to highly challenging membrane proteins, therapeutic antibodies and proteins requiring native post-translational modifications.
Challenging targets requiring optimized expression strategies.
GPCRs, Ion channels, Transporters, Cell surface receptors
EXAMPLES:
• β2-adrenergic receptor
• CFTR
• SERT
• hERG
• claudins
• integrins
Research-grade, diagnostic, and industrial enzymes
EXAMPLES:
• Kinases
• Phosphatases
• Proteases
• Nucleases
• Polymerases
• CRISPR-Cas9
All major antibody formats
EXAMPLES:
• IgG (all subclasses)
• Fab
• scFv
• VHH
• bispecifics
• ADCs payloads
Complex antigen formats and virus-like particles
EXAMPLES:
• SARS-CoV-2 spike
• influenza HA/NA
• RSV F protein
• HIV Env
Fusion proteins, multimeric and multi-domain constructs
EXAMPLES:
• Fc fusions
• TRAP proteins
• trimeric antigens
• coiled-coil assemblies
Glycoproteins, phosphoproteins, GPI-anchored targets
EXAMPLES:
• hCG
• tissue plasminogen activator (tPA)
• clotting factors
• Wnt ligands
Looking for a Specific Protein?
Successful protein expression depends on choosing the right strategy for each target.
We recommend the expression system best suited to your protein’s complexity, application, and quality requirements — even when that means a different platform than initially requested.
Our scientists design tailored strategies for membrane proteins, toxic proteins, multi-domain constructs, aggregation-prone targets, and complex folding or PTM requirements.
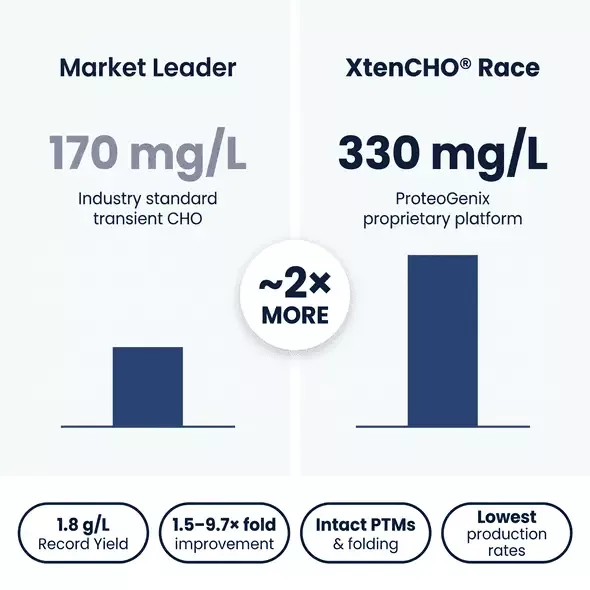
Beyond established platforms, we develop proprietary solutions like XtenCHO® Race to boost yields, accelerate timelines, and expand what can be successfully produced.
Every project is led by PhD scientists who share technical recommendations and adapt strategies as results come in.
Our protein production services are optimized to deliver high yield, functionality, and reproducibility for any recombinant protein.

We begin by evaluating your protein sequence for expression risks, codon usage, signal peptides, transmembrane regions, and other potential liabilities. We then optimize the construct and select the expression vector best suited to your target protein and production goals.
Before scaling production, we evaluate expression level, solubility and protein quality in small-scale cultures. This reduces technical risk and identifies the optimal production conditions before committing to larger batches.
Transient Protein Expression Service:
• mg–gram quantities
• fastest turnaround
Custom Cell Line Development:
• gram–kilogram production
• bioreactors or stable cell lines
Single or multi-step purification according to your specifications.
Available methods:
– Affinity chromatography: Nickel (His-tag), Streptactin (Strep-tag), Protein A/G (Fc-tag)
– Ion exchange chromatography (IEX)
– Size exclusion chromatography (SEC)
– Endotoxin removal (down to <0.1 EU/mL guaranteed)
– Tag removal (protease cleavage)
– Refolding (insoluble proteins expressed as inclusion bodies)
– Buffer optimization
Every batch is quality controlled before release
Included as standard
• SDS-PAGE
• UV280
with additional assays available on request depending on your specific needs.
Proteins are delivered lyophilized in appropriate packaging.
For preclinical-grade material, we provide a CoA and QC reports under our ISO 9001-certified quality management system.
Difficult-to-Express Proteins
With more than 25 years of production experience, our team has developed dedicated strategies for targets that fail in standard expression conditions — including GPCRs, pMHC complexes, multi-pass membrane proteins, secreted proteins with complex disulfide bridges, and protein complexes requiring co-expression.
A dedicated PhD-level scientific account manager reviews your target, its expression history, and available literature before recommending a strategy.
We run a rapid small-scale expression test in the system best suited to your protein type. This validates the baseline or confirms that Plan A is not sufficient.
We diagnose the specific cause of failure (low yield, poor solubility, instability ,…) and apply a targeted strategy accordingly. Below is an overview of our problem-specific solutions.
Proprietary Technology
With XtenCHO Race™, our proprietary CHO transient expression platform, you gain exclusive access to one of the most productive mammalian expression systems available today. This service-grade platform has been developed and validated in-house for demanding protein production projects.
Alvarado-Marchena, L., Martínez-Pérez, M., Aparicio, F., Pallas, V., & Maumus, F. (2022). Recent acquisition of functional M6A RNA demethylase domain in orchid TY3/Gypsy elements. Frontiers in Plant Science, 13. https://doi.org/10.3389/fpls.2022.939843
Steindor, M., Stehling, F., Olivier, M., Kehrmann, J., Diricks, M., Maurer, F. P., Horn, P. A., Straßburg, S., Welsner, M., Sutharsan, S., & Lindemann, M. (2021). Species-Specific Interferon-Gamma Release Assay for the Diagnosis of Mycobacterium abscessus Complex Infection. Frontiers in Microbiology, 12. https://doi.org/10.3389/fmicb.2021.692395
Noack, L. C., Bayle, V., Armengot, L., Rozier, F., Mamode-Cassim, A., Stevens, F. D., Caillaud, M., Munnik, T., Mongrand, S., Pleskot, R., & Jaillais, Y. (2021). A nanodomain-anchored scaffolding complex is required for the function and localization of phosphatidylinositol 4-kinase alpha in plants. The Plant Cell, 34(1), 302–332. https://doi.org/10.1093/plcell/koab135
” I recently chose ProteoGenix to produce a recombinant protein in HEK293 cells. The high productivity and strong activity of the protein obtained, probably due to proper glycosylation and folding, allowed us to generate exciting results in functional studies and reach new milestones in our research project. The quality of the service provided, and the smooth and kind communication I had with the account manager in charge of our project, were paramount to this success. I’m happy to recommend ProteoGenix for recombinant protein productions. “
See how our scientists solve challenging recombinant protein and antibody expression projects—from rapid candidate screening to preclinical-scale production.
From gene synthesis and expression screening to purification and large-scale manufacturing, our protein production services are optimized to deliver high yield, functionality and reproducibility for any recombinant protein.
The expression system is one of the main factors influencing the overall project budget. In general, E. coli and B. subtilis are the most economical options, while mammalian cell expression typically requires a higher investment because it supports native folding and post-translational modifications.
Final pricing depends on protein complexity, purification strategy, analytical characterization, production scale and optional optimization steps.
E. coli and B. subtilis are generally the most economical options because they grow rapidly and require relatively simple production workflows.
Yeast provides an excellent balance between affordability and eukaryotic protein expression.
Baculovirus/Insect cells are often selected for complex recombinant proteins requiring advanced folding or multi-subunit assembly.
Mammalian cells typically represent the highest project investment but are the preferred choice for antibodies, receptors, cytokines and therapeutic proteins requiring native post-translational modifications.
